| उत्पत्ति के प्लेस: | बाओजी, शानक्सी, चीन |
|---|---|
| ब्रांड नाम: | LHTI |
| प्रमाणन: | ISO9001:2015; SGS;BV;TUV |
| मॉडल संख्या: | टाइटेनियम वेल्डिंग वायर |
| न्यूनतम आदेश मात्रा: | 15 किलो |
| मूल्य: | USD20-30 per kg |
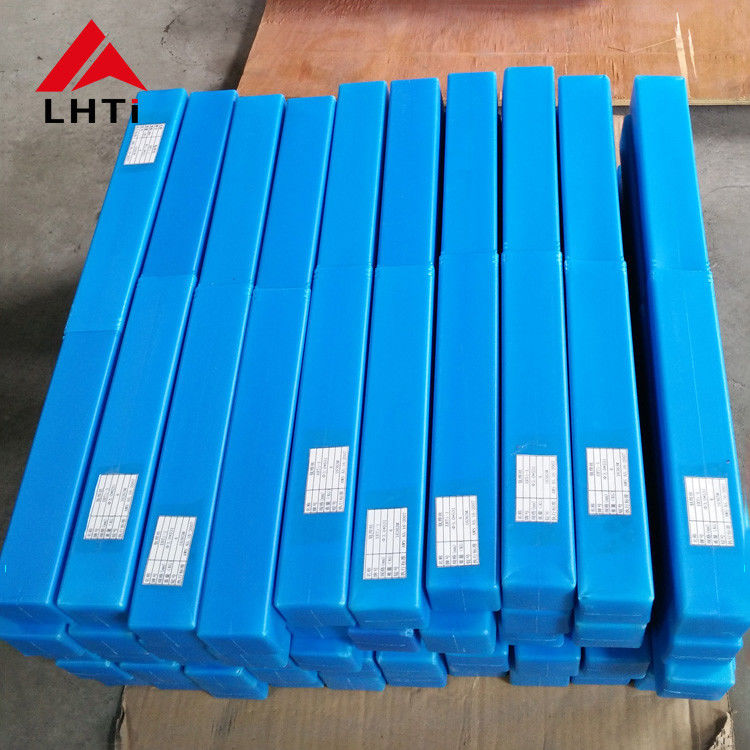
| पैकेजिंग विवरण: | लेबर के साथ प्लास्टिक बैग के अंदर, प्लास्टिक बॉक्स के बाहर, फिर कार्टन बॉक्स / प्लाईवुड केस |
| प्रसव के समय: | 7-10 कार्य दिवस |
| भुगतान शर्तें: | डी/ए, डी/पी, टी/टी, वेस्टर्न यूनियन, एल/सी |
| आपूर्ति की क्षमता: | 5 टन प्रति माह |
| मानक: | एडब्ल्यूएस a5.16/एएमएसई एसएफए 5.16 | श्रेणी: | ईआरटीआई-1,ईआरटीआई-2 ईआरटीआई-5 ईआरटीआई-7 ईआरटीआई-12 |
|---|---|---|---|
| व्यास: | 1.0 मिमी 1.6 मिमी 2 मिमी 2.4 मिमी 3 मिमी 3.2 मिमी आदि। | लंबाई: | 1000 मिमी |
| सामग्री: | शुद्ध टाइटेनियम, मिश्र धातु टाइटेनियम | आकार: | सीधे, स्पूल, कुंडल |
| प्रोडक्ट का नाम: | टाइटेनियम वेल्डिंग वायर | सतह: | मसालेदार, पॉलिश |
| प्रमुखता से दिखाना: | पतली टाइटेनियम तार,शुद्ध टाइटेनियम तार |
||
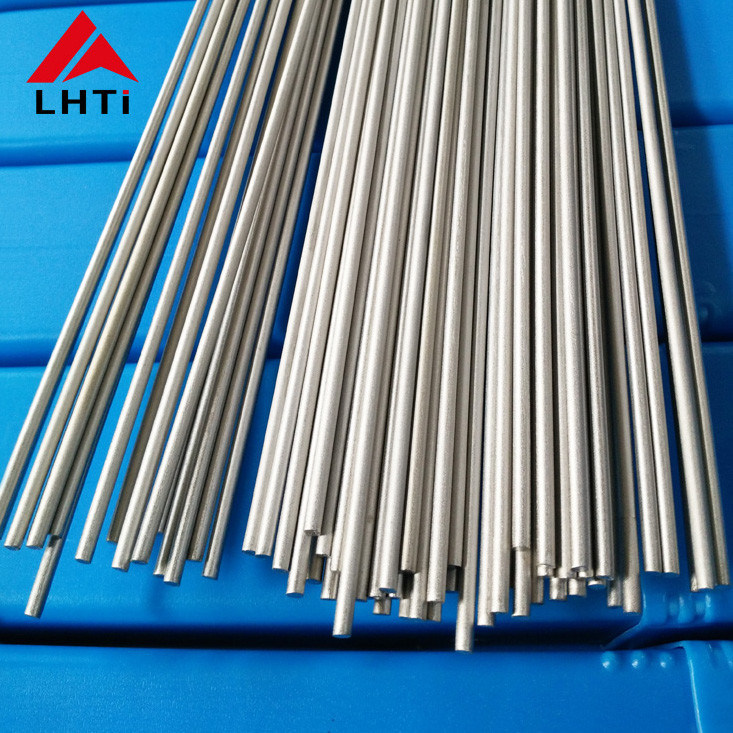
AWS A5.16 ERTI-1, ERTI-2 ERTI-5 ERTI-7 ERTI-12 टाइटेनियम वेल्डिंग वायर की कीमत प्रति किलो
टाइटेनियम वेल्डिंग तार में उत्कृष्ट वेल्डिंग प्रक्रिया प्रदर्शन, सुंदर वेल्ड गठन और इसकी वेल्डेड धातुएं हैं
उत्कृष्ट व्यापक यांत्रिक गुण हैं।
मुख्य रूप से टाइटेनियम आधारित मिश्र धातुओं की वेल्डिंग के लिए उपयोग किया जाता है।
वेल्ड धातु निरीक्षण के लिए रेडियोग्राफिक निरीक्षण आवश्यकताएं: ग्रेड
टाइटेनियम तार विनिर्देशों
ए टाइटेनियम तार विनिर्देश: φ0.8-φ6.0mm
बी तमाशा टाइटेनियम तार विनिर्देश: φ1.0-φ6.0mm विशेष टाइटेनियम तार
सी। टाइटेनियम तार विनिर्देश: 0.2-φ8.0mm फांसी उपकरण के लिए विशेष
श्रेणी
TA0, TA1, TA2, TA3, TA4, TA5, TA6, TA7, TA9, TA10, TC1, TC2, TC3, TC4, TC6, TC11, GR1, GR2, GR3, GR5 Ti6AL4V ELI, Ti6AL7Nb, Ti13Nb13Zr, Ti1533
मानक
जीबी / टी, जीजेबी, एडब्ल्यूएस, एएसटीएम, एएमएस, जेआईएस
दर्जा
एनील्ड स्टेट (एम) हॉट-वर्क्ड स्टेट (आर) कोल्ड-वर्क्ड स्टेट (वाई) (एनील्ड, अल्ट्रासोनिक दोष का पता लगाने)
सतह
मसालेदार सतह चमकदार सतह
उपयोग
सैन्य, चिकित्सा, खेल के सामान, चश्मा, झुमके, हेडवियर, इलेक्ट्रोप्लेटिंग हैंगर, वेल्डिंग तार और अन्य उद्योग।
टाइटेनियम तार कार्बराइजिंग सतह के उपचार
टाइटेनियम तार और कार्बन उच्च कठोरता के साथ एक प्रकार का स्थिर कार्बाइड बनाते हैं।टाइटेनियम और कार्बन के बीच कार्बोनेटेड परत की वृद्धि कार्बोनेटेड परत में टाइटेनियम की प्रसार दर से निर्धारित होती है।
टाइटेनियम में कार्बन की घुलनशीलता 850X पर छोटी है: कुल 0.3%, और यह 600C पर लगभग 0.1% B तक गिरती है।टाइटेनियम में कार्बन की कम घुलनशीलता के कारण, मूल रूप से केवल टाइटेनियम कार्बाइड परत और इसके निचले कांटे के माध्यम से सतह सख्त करने के उद्देश्य को प्राप्त करने के लिए एक परत जमा करें।कार्बराइजेशन को डीऑक्सीजनेशन की स्थिति में किया जाना चाहिए, क्योंकि स्टील के सामान्य कार्बराइजेशन के लिए उपयुक्त पाउडर कार्बन मोनोऑक्साइड या ऑक्सीजन युक्त कार्बन मोनोऑक्साइड की सतह का सामना करता है और सतह परत की कठोरता 2700MPa और 8500MPa तक पहुंच जाती है, और यह आसान है छीलना।
इसके विपरीत, डीऑक्सीडेशन या डीकार्बराइजेशन स्थितियों के तहत, चारकोल में कार्बराइजिंग करते समय टाइटेनियम कार्बाइड की एक पतली परत बन सकती है।इस परत की कठोरता 32OUOMPa है, जो टाइटेनियम कार्बाइड की कठोरता के अनुरूप है।समान परिस्थितियों में नाइट्रोजन के साथ नाइट्राइडिंग करते समय कार्बोराइज्ड परत की गहराई नाइट्राइड परत की गहराई से लगभग अधिक होती है।ऑक्सीजन संवर्धन की स्थिति के तहत, यह माना जाना चाहिए कि ऑक्सीजन का अवशोषण सख्त होने की गहराई को प्रभावित करता है।केवल बहुत पतली परत की मोटाई के तहत, निर्वात या आर्गन-मीथेन वातावरण में कार्बन पाउडर का कार्बराइजिंग पर्याप्त आसंजन शक्ति बना सकता है।इसकी तुलना में, गैस कार्बराइजिंग एजेंट का उपयोग विशेष रूप से कठोर और अच्छा आसंजन टाइटेनियम कार्बाइड की कठोर परत बना सकता है।वहीं, 950T: और 10201: के बीच तापमान की स्थिति में बनने वाला हार्डनिंग स्प्रेड 50fim और के बीच होता है।जैसे-जैसे परत की मोटाई बढ़ती है, टाइटेनियम कार्बाइड की परत अपेक्षाकृत भंगुर हो जाती है और छिलने की प्रवृत्ति होती है।प्रोपेन एडिटिव्स के साथ मीथेन कार्बराइजेशन का उपयोग करते समय, निचली सतह की कठोरता बनती है।जब गैस कार्बराइज्ड प्रोपेन का उपयोग करते समय चिपकने वाली ताकत 90 ओकेपीए तक पहुंच जाती है, हालांकि मापी गई कठोर परत की मोटाई बहुत पतली होती है, इसमें बेहतर पहनने का प्रतिरोध होता है।हाइड्रोजन को गैस कार्बराइजिंग एजेंट की स्थिति में अवशोषित किया जाता है, लेकिन वैक्यूम एनीलिंग के दौरान इसे फिर से निकालना पड़ता है।
| प्रोडक्ट का नाम | टाइटेनियम वेल्डिंग तार |
| मानक | AMSE SFA 5.16/Aws a5.16 |
| सामग्री |
शुद्ध टाइटेनियम:ईआरटीआई-1, ईआरटीआई -2, ईआरटीआई -3, ईआरटीआई -4 मिश्र धातु टाइटेनियम:ईआरटीआई-5 ईआरटीआई-7 |
| व्यास |
स्पूल तार:φ 1.0, 1.2, 1.6 मिमी (तार रील के साथ) कुंडल तार:मैं1.2, 1.6, 2.0, 2.4, 3.0, 4.0, 5.0 मिमी (कोई तार रील नहीं) सीधे तार:मैं1.2, 1.6, 2.0, 2.4, 3.0, 4.0, 5.0, 6.0 मिमी (प्लास्टिक बॉक्स पैकिंग, लंबाई में 1000 मिमी) |
| लंबाई |
स्पूल तार और कुंडल तार: वजन के अनुसार सीधे तार: 1000 मिमी, या ग्राहक के अनुरोध के रूप में |
| उत्पाद की स्थिति | कोल्ड रोल्ड (वाई) ~ हॉट रोल्ड (आर) ~ एनील्ड (एम) ~ ठोस स्थिति |
टाइटेनियम वेल्डिंग तार का उपयोग करने के लिए सावधानियां:
(1)निर्माण श्रमिकों और वेल्डरों को साफ सफेद धुंध वाले दस्ताने पहनने चाहिए (कोई सूती दस्ताने की अनुमति नहीं है)।
(2)उपचारित वेल्डिंग क्षेत्र में लोहे की वस्तुओं को हाथ से छूने और छूने की सख्त मनाही है।
(3)वेल्डिंग का काम जितना संभव हो घर के अंदर किया जाना चाहिए, और परिवेशी हवा की गति ≤0.5m / s होनी चाहिए
प्रतिहवा से प्रभावित होने से बचें।
(4)वेल्डिंग करते समय, शॉर्ट आर्क वेल्डिंग का यथासंभव उपयोग किया जाना चाहिए, एक छोटे वेल्डिंग हीट इनपुट के साथ, और
नोजल और वेल्ड के बीच का कोण 70-80 डिग्री होना चाहिए।
(5)जब बट पाइप को तैनात और वेल्डेड किया जाता है, तो इसका बट गैप आमतौर पर लगभग 0.5 मिमी होता है।
(6)प्रत्येक वेल्डिंग सीम को यथासंभव पूरा किया जाना चाहिए।वेल्डिंग सीम को जोड़ा जाना चाहिए।पहले
वेल्डिंग,
जोड़ों को साफ करना चाहिए।वेल्डिंग मांस ओवरलैप की लंबाई 10-15 मिमी है।
(7)वेल्डिंग करते समय, वेल्डिंग मशाल को बाएं और दाएं स्विंग नहीं करना चाहिए, और वेल्डिंग तार का पिघलने वाला अंत होना चाहिए
कोई गतिविधि नहीं
गैस सुरक्षा क्षेत्र से बाहर।
(8)वेल्डिंग आर्क की शुरुआत करते समय गैस की आपूर्ति अग्रिम रूप से की जानी चाहिए।वेल्डिंग मशाल को तुरंत नहीं उठाया जा सकता है जब
चाप बुझ गया है।तापमान 250 ℃ (75 ) से नीचे गिरने तक गैस की आपूर्ति में देरी होनी चाहिए ।
(9)गैस शील्ड और वेल्डिंग मशाल के बीच की दूरी कम होनी चाहिए, और पाइप के संपर्क में अंतर होना चाहिए
दीवारछोटा होना चाहिए।एकल-पक्षीय वेल्डिंग की आवश्यकताओं को पूरा करने के लिए पाइपों की बट वेल्डिंग करते समय
तथादो तरफा बनाने, वेल्डिंग दो बार किया जाता है: एक बैक-सीलिंग वेल्डिंग के लिए (बिना भराव सामग्री)
जबबैक-सीलिंग), और दूसरा वेल्डिंग बनाने के लिए।बहु-परत वेल्डिंग में, पिछला मनका पूरी तरह से होना चाहिए
ठंडाअगले मनका वेल्डेड होने से पहले।
(10)वेल्डिंग को तेल, जंग और नमी जैसी सतह की अशुद्धियों से पूरी तरह से साफ किया जाना चाहिए।
(1 1)वेल्डिंग के दौरान मनके की सतह के तापमान को अत्यधिक ऑक्सीकरण से बचाने के लिए, एक टेल कवर होना चाहिए
जोड़ासंरक्षण प्रभाव को बढ़ाने के लिए।
टाइटेनियम तार की उत्पादन प्रक्रिया:
टाइटेनियम स्पंज → कॉम्पैक्टिंग इलेक्ट्रोड → मेल्टिंग → फोर्जिंग → बार बिलेट्स → हॉट रोलिंग → कोल्ड ड्रॉ → टाइटेनियम वायर
सतही गुणवत्ता: उच्च परिशुद्धता, अच्छा खत्म, कोई ऑक्सीकरण रंग नहीं, कोई दरार नहीं, छीलने, कांटे, निशान और समावेशन।नाबालिग
स्थानीय खरोंच, घर्षण, धब्बे और गड्ढे जो तार व्यास के स्वीकार्य विचलन से अधिक नहीं हैं, की अनुमति है।
विस्तृत चित्र:
![]()
![]()
| रासायनिक संरचना | |||||||||
| श्रेणी | आवश्यक घटक<= | अशुद्धता <= | |||||||
| ती | अली | एम.एन. | वी | सी | हे | एन | एच | फ़े | |
| ईआरटीआई-1 | शेष | - | - | - | 0.03 | 0.03-0.10 | 0.012 | 0.005 | 0.08 |
| ईआरटीआई-2 | शेष | - | - | - | 0.03 | 0.08-0.16 | 0.015 | 0.008 | 0.12 |
| ईआरटीआई-3 | शेष | - | - | - | 0.03 | 0.13-0.20 | 0.02 | 0.008 | 0.16 |
| ईआरटीआई-4 | शेष | - | - | - | 0.03 | 0.18-0.32 | 0.025 | 0.008 | 0.25 |
| ईआरटीआई-5 | शेष | 5.5-6.75 | - | 3.5-4.5 | 0.05 | 0.12-0.20 | 0.03 | 0.015 | 0.22 |
| ईआरटीआई-23 | शेष | 5.5-6.5 | - | 3.5-4.5 | 0.03 | 0.03-0.11 | 0.012 | 0.005 | 0.20 |
संपर्क करने के लिए आपका स्वागत है!
ईमेल: fred@lihua-group.com
फ़ोन नंबर(व्हाट्सएप और वीचैट): +86 18909172760